El proyecto busca transferir la tecnología de impresión 3D láser con cama de polvos metálicos (conocida como SLM o selective laser melting) al ecosistema universitario con el objetivo de promover su uso en las investigaciones de los académicos del país tanto del campo de las ciencias de la ingeniería, ciencias básicas, ciencias biológicas y médicas como también hacia los ámbitos del diseño y la arquitectura. También busca incentivar el uso de estas tecnologías tanto a las industrias productivas como creativas.
Este proyecto fue adjudicado a fines del año 2018. Luego de la licitación pública realizada en mayo del 2019 se adjudicó la compra del equipo de impresión 3D láser y sus periféricos a la empresa General Eléctric en julio de ese mismo año. El equipo es un modelo Concept Laser Mlab 200R. Posteriormente, tanto la crisis social como la pandemia ralentizaron el proceso de llegada de la unidad a nuestras dependencias en el campus San Joaquín, evento que tomó lugar en marzo del 2021. El equipo fue instalado a fines de Mayo y el entrenamento realizado a fines de Julio de ese mismo año.
El equipo se encuentra operativo y disponible para ofrecer los respectivos servicios de impresión 3D en metal a la comunidad cientifica. Hasta Noviembre del 2021 se ha trabajo exitósamente en los materiales de cromo-colbalto, acero inoxidable 316L, acero maraging y aleación de cobre-níquel-aluminio. Se espera para marzo del 2022 haber impreso en aleaciones reactivas como las de aluminio y de titanio. No obstante el equipo puede procesar otras aleaciones con tal que su granulometría sea cercana a los 30 micrones.



Carasterísticas del Mlab 200 R
Es un equipo compacto con capacidad de procesar aleaciones metálicas inertes y reactivas , volumen de impresión nominal es de 1 litro, específicamente 10 cm x 10 cm x 10 cm. No obstante se recomienda dejar un espacio de 1 cm por cada lado del cubo de impresión.
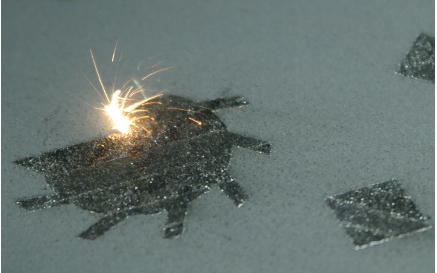
La potencia máxima del láser de fibra que utiliza es de 200 W en una longitud de onda de 1065 nm. Este opera en modo de onda continua y está focalizado mediante una lente a un diámetro entre 70 a 80 micrones. Este láser es barrido por espejos galvanómetros y puede alcanzar una velocidad de hasta 7000 mm/s, pero el rango de impresión nominal se mueve entre los 300 a 1000 mm/s según el material.
Un parámetro importante es el espesor de la capa de polvo que debe variar entre los 30 a 50 micrones de espesor. La separación entre los surcos (o hatch spacing) que deja el haz láser sobre el polvo debe variar entre 60 a 100 micrones.
Considerando, los parámetros anteriores de Potencia acoplada (P), velocidad del láser (V), espesor de la capa de polvos (e) y la separacíon entre surcos (h), se debe considerar el siguiente cuociente para la densidad volumétrica de energía en joules/mm3:
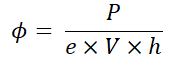
El cual debe encontrarse entre los 60 – 200 joules/mm3 para alcanzar máxima densificación.
Costo operacional de la impresora Mlab R200
El equipo Mlab 200R requiere de un mínimo de 5-10 kg de material en la forma de polvo fino (granulometría promedio de 30 micrones) para imprimir un volumen completo. Como referencia 10 kg de acero inoxidable tiene un valor de US$600.- minetras que el titanio grado médico un valor de US$2200.- tienen un valor puesto en el laboratorio.
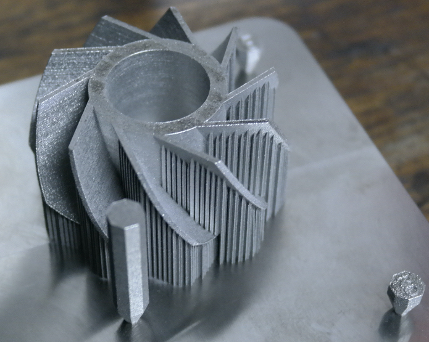
La impresión 3D debe realizarse sobre una placa de soporte de 10 cm x 10 cm x 2 cm del mismo material en que se imprimirá la pieza (por ejemplo, si se imprime en titanio la placa soporte debe ser de titanio). La pieza impresa luego debe ser cortada de la placa soporte mediante electro-descarga por hilo (WEDM) y vuelta a rectificar.
Otros consumibles asociados son la espátula de esparcimiento del polvos, sellos de goma y fieltro, filtros de gas y el gas de inertización (nitrógeno o argón según el grado de reactividad del polvo) .
Un rango de valores estimados para imprimir sobre una superficie de 9 cm x 9 cm y 10 cm de altura se describe en la siguiente tabla. Un valor promedio de 0,6 a 1,5 UF/hora de impresión según el material.

Modelo de entrega de servicios
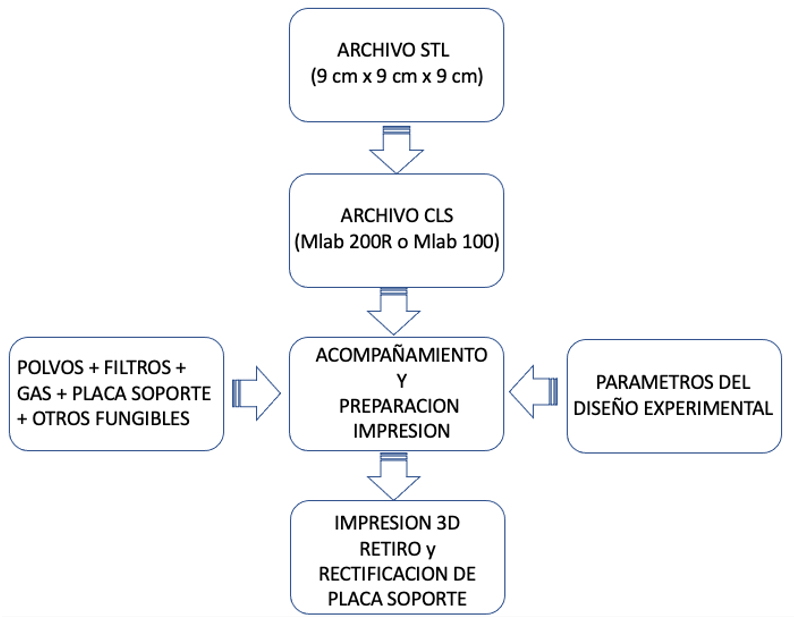
Nuestra experiencia nos indica que cada conjunto de piezas a imprimir debe tener en cuenta un proceso de opmitización de los parametros de impresión. Por lo cual este servicio no es el cómún de un equipo de caracterización convencional.
Se debe comenzar siempre con la figura en 3D mediante un CAD, la cual debe ser luego convertido al formato STL (binario). Posteriormente este archivo debe ser traducido al formato de comandos de la impresora Mlab 200R (en su defecto modelo Mlab 100), archivo *.CLS, existiendo varias alternativas: NetFab (Autodesk) y AutoFab entre otras.
Estos archivos (STL y/o CLS) pueden ser entonces enviados a través de este portal en,la pestaña Aceso a Plataforma. Durante la subida de los archivos se pueden incorporar los datos de contacto del investigador.
No obstante, debido a que el investigador deberá proveer de los insumos básicos para realizar la impresión (polvos, y otros fungibles directa o indirectmante) también deberá indicar los parámetros de operación de su diseño experimental. Por tal razón, se invita a los investigadores a coordinar para que él/ella o alguno de sus estudiantes de postgrado nos visiten durante el tiempo necesario para familiarizarse con la tecnología. Uno de nuestro alumnos de doctorado, postdoctorando o el IP hará el acompañamiento necesario. Las medidas sanitarias básicas deben observarse en todo momento.